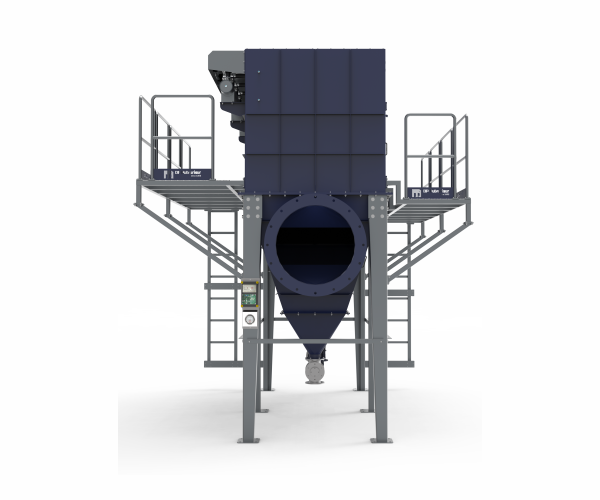





DP® Pulse Jet Dust Collector
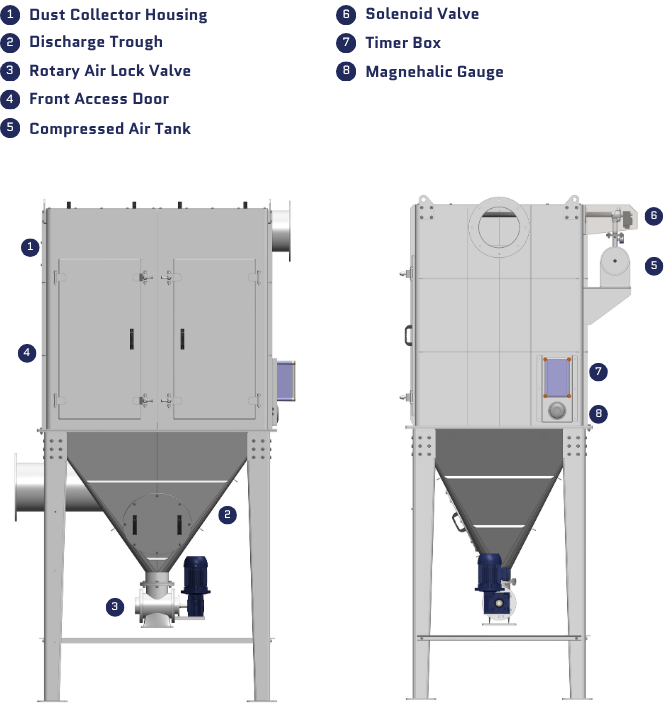
The DP® Pulse Jet Dust Collector is a high-efficiency air filtration system engineered to capture fine and ultrafine dust particles from process air streams. It ensures clean air discharge, protects downstream equipment, and supports safe, dust-free operation across grinding, classification, and conveying applications.
Working Principle
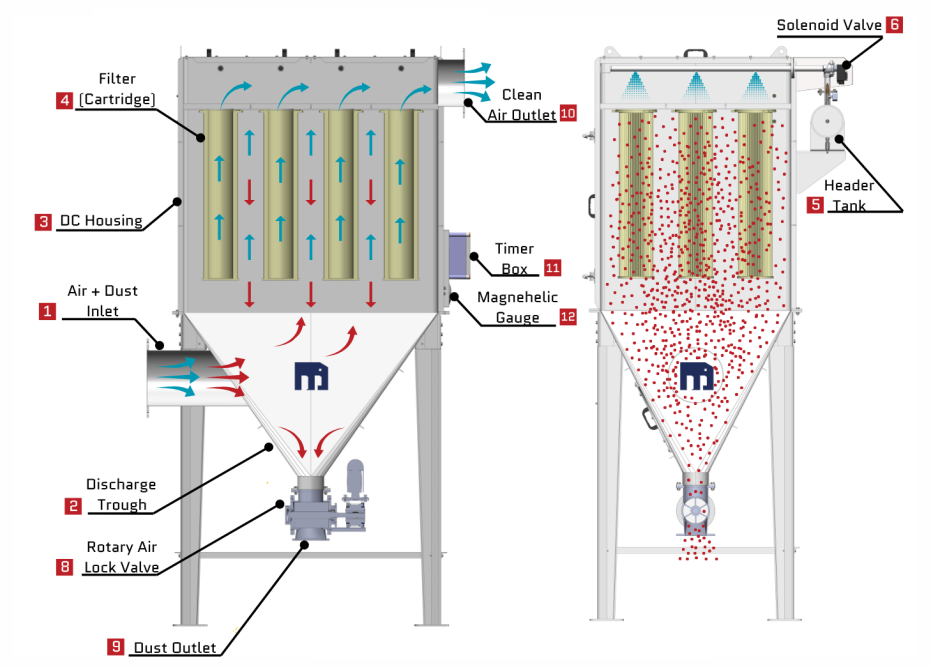
The DP® Pulse Jet Dust Collector operates on the principle of pulse-jet filtration under negative pressure. Dust-laden air enters through the air + dust inlet (1) and flows into the DC housing (3). A blower installed at the clean air outlet (10) creates negative pressure inside the system, drawing air upward through the filter cartridges (4). Due to this suction effect, dust particles are retained on the outer surface of the filters while clean air passes through and exits via the clean air outlet (10).
As dust accumulates on the filter surface, the pressure differential is monitored by the magnehelic gauge. Based on preset intervals controlled by the timer box, the solenoid valve (6) releases a short pulse of compressed air from the header tank (5). This pulse-jet action dislodges the accumulated dust from the filter surface.
The released dust particles fall downward into the hopper section and are discharged through the rotary air lock valve (8) at the dust outlet (9), ensuring continuous and airtight removal. The cleaned air continues to flow through the filters and is safely discharged, maintaining efficient, dust-free operation.
Features & Benefits
- High-efficiency pulse-jet filtration for effective separation of fine and ultrafine dust particles.
- Designed for continuous operation under negative pressure for stable system performance.
- Suitable for integration with grinding, classification, and pneumatic conveying systems.
- Cartridge-type filters ensure high filtration area within a compact footprint.
- Automatic pulse cleaning system reduces manual maintenance and downtime.
- Energy-efficient design with optimized airflow and low pressure drop.
- Dust-free discharge through rotary air lock valve for airtight operation.
- Differential pressure monitoring via magnehelic gauge for reliable filter condition control.
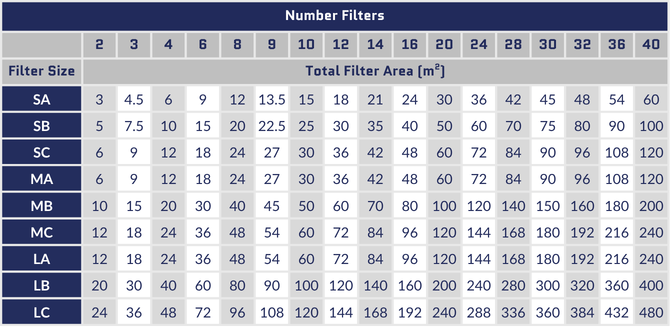
Machine sizes
Options & Accessories
- Explosion Protection: Can be engineered with pressure shock-resistant housing or explosion vent panels to meet dust explosion safety standards.
- Safety Door Interlock: Optional safety limit switches on access doors to prevent operation during maintenance.
- Access Platform & Ladder: Optional maintenance platform with ladder for safe and easy access to filters and header tank.
- Filter Media Options: Cartridge filters available in various media types (polyester, antistatic, PTFE-coated) depending on dust characteristics.
- Instrumentation & Control Panel: Can be supplied with integrated electrical control panel for blower, kneumatic knocker and pulse system operation.
- Construction Material Options: Available in carbon steel, stainless steel (SS304 / SS316), or special coated designs for corrosive applications.
- Automatic Pulse Control: Programmable timer-based or differential pressure-based pulse cleaning system.