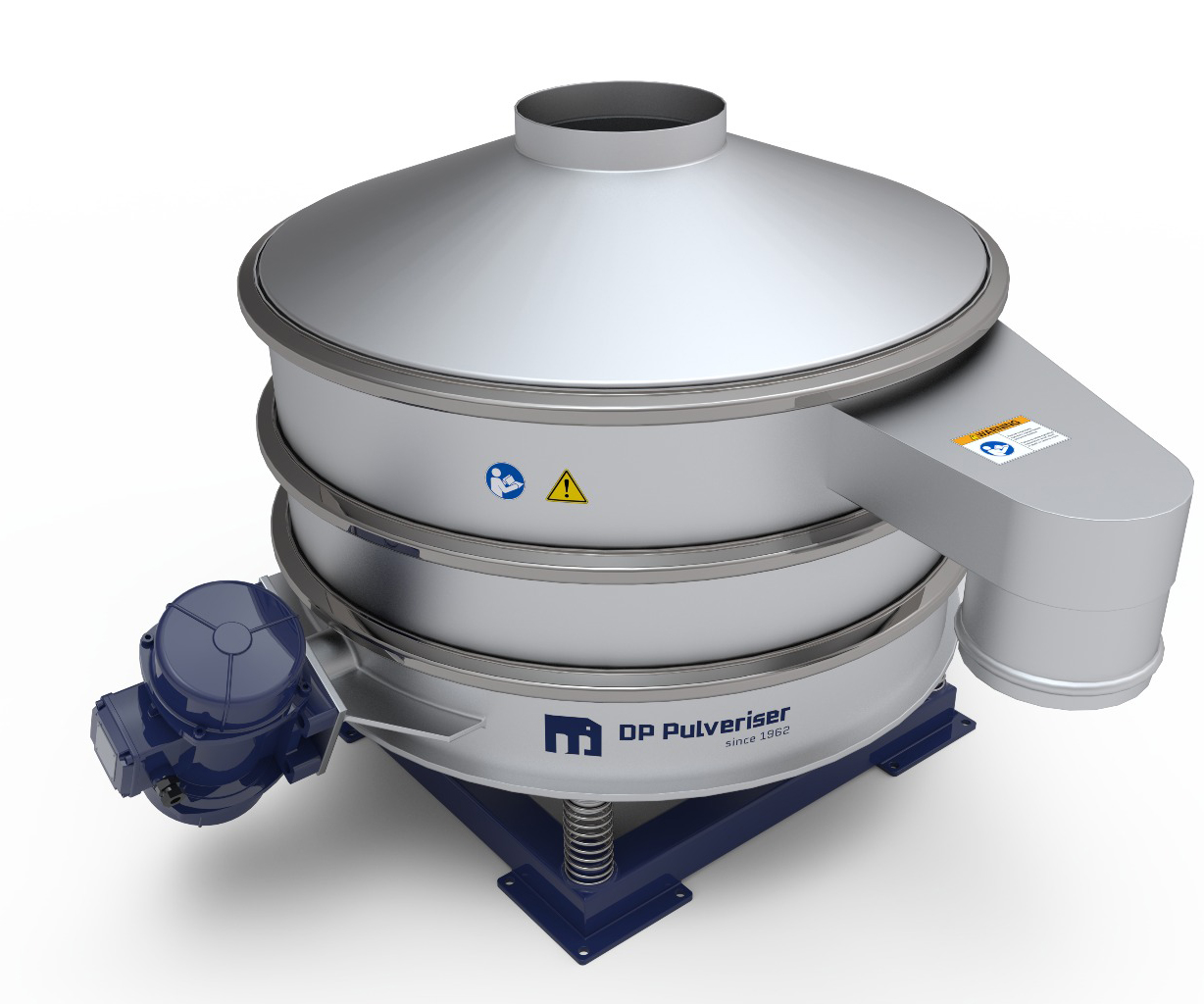




DP® VIBRO Sifter
The DP® Vibro Sifter is designed for efficient screening, grading, and separation of powders and granules using high-frequency vibratory motion. It ensures accurate particle size separation, consistent product quality, and high throughput across a wide range of applications. Its compact, hygienic, and easy-to-clean design makes it suitable for food, chemical, pharmaceutical, and mineral processing industries.
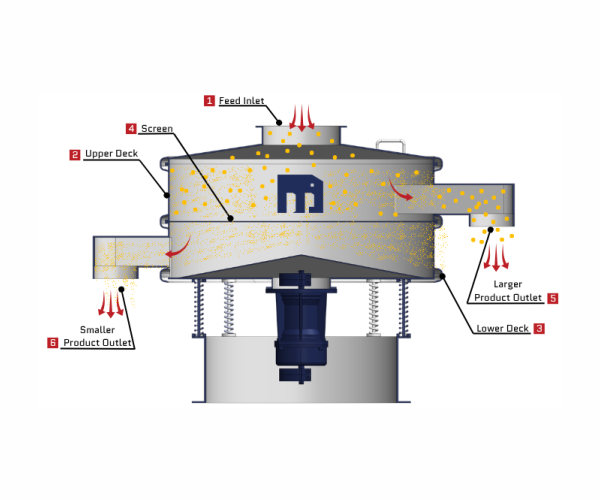
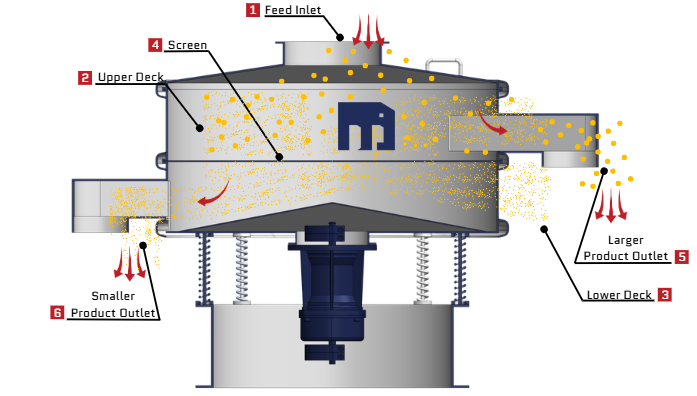
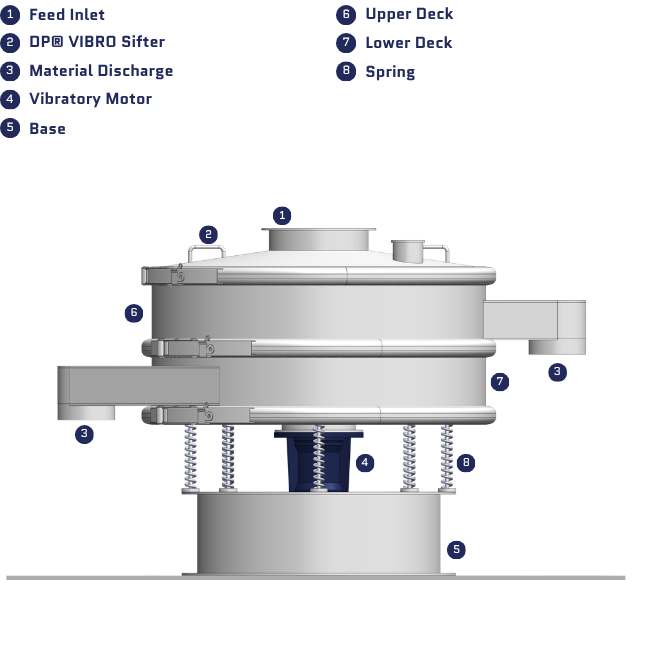
Working Principle
The DP® Pulse Jet Dust Collector operates on the principle of pulse-jet filtration under negative pressure. Dust-laden air enters through the air + dust inlet (1) and flows into the DC housing (3). A blower installed at the clean air outlet (10) creates negative pressure inside the system, drawing air upward through the filter cartridges (4). Due to this suction effect, dust particles are retained on the outer surface of the filters while clean air passes through and exits via the clean air outlet (10).
As dust accumulates on the filter surface, the pressure differential is monitored by the magnehelic gauge. Based on preset intervals controlled by the timer box, the solenoid valve (6) releases a short pulse of compressed air from the header tank (5). This pulse-jet action dislodges the accumulated dust from the filter surface.
The released dust particles fall downward into the hopper section and are discharged through the rotary air lock valve (8) at the dust outlet (9), ensuring continuous and airtight removal. The cleaned air continues to flow through the filters and is safely discharged, maintaining efficient, dust-free operation.
Features & Benefits
- Ensures accurate screening and grading with high-frequency vibratory motion for consistent particle separation.
- Suitable for powders, granules, semi-solids, and slurry applications across multiple industries.
- Multiple deck configuration allows simultaneous separation into different particle size fractions.
- Screen design minimizes mesh choking and blinding for uninterrupted operation and higher throughput.
- Delivers low noise, low vibration, and energy-efficient performance with reduced operating costs.
- Compact and hygienic stainless-steel construction enables easy cleaning and maintenance.
- Quick screen replacement and clamp-type assembly reduce downtime during product changeovers.
- Compatible with gravity discharge and pneumatic conveying systems for flexible process integration.
Machine sizes
.png)
Options & Accessories
- Anti-Blinding System: Optional ball deck or ultrasonic screen cleaning system to prevent mesh blockage and improve screening efficiency.
- Multiple Deck Configuration: Available in single, double, triple, or multi-deck arrangements for simultaneous separation into multiple particle sizes.
- Feeding & Discharge Systems: Compatible with screw feeders, gravity feed hoppers, pneumatic conveying, bag dumping stations, and customized discharge arrangements.
- Instrumentation & Monitoring: Can be equipped with vibration monitoring, safety interlocks, level sensors, and control systems for reliable process operation.
- Variable Vibration Control: Optional frequency-controlled drive system for precise adjustment of vibration intensity, screening accuracy, and throughput.




Recent Products

DP® CENTRI Sifter



